 环保热线
环保热线
深圳市源禹环保科技有限公司
电话:4008-656-678
传真:0755-86000681-821
高浓度氨氮废水是目前最难处理的主要工业废水之一,医药化工、化肥、石化、炼焦、冶炼等行业是排放高浓度氨氮废水的工业大户。
我司研发的高氨氮处理系统是一种高效、成熟、投资成本小且运行费用低的高氨氮处理技术。这是一项本公司独家具有且为填补催化学理念重大空白的、有关物化脱氮的物理学理论,自创并独家掌握的高浓度氨氮废水物化脱氮处理技术。而这种理论及工艺在高浓度氨氮废水普通物化处理、城市废水处理及其他工业废水物化物理中均无先例,为国内首创。
技术核心:
(1)气液传质设备—分子磨气液分离器:代替传统的化工分离塔,由原来的表面分离变为动态的液膜—气膜分离,提高分离系数50—100倍,彻底解决了高浓度含氨氮废水处理难题。
本公司具有自主知识产权的专利技术[《高浓度氨氮废水资源化处理工艺》发明专利号:20091006077.X]即“催化氧化及氨回收“工艺和具有自主知识产权的专利技术[《脱氨分子磨机》专利号:200920082964.X]。
(2)高效复合解氨剂:促使不稳定的铵盐中的氨氮最大限度地转为游离氨,同时促使废水中的游离氨快速与水分离。
工艺优点:
(1)先进性:出水氨氮值达到国家排放标准且运行稳定,一步到位解决总氮排放,避免了将来国家对总氮提出要求时而重复建设的投资和后忧。通过本工程的建设,将具有较大的环境效益和直接的经济效益;
(2)稳定性:根据工业工程成果,该工艺耐冲击负荷强,不管进水废水中氨氮怎样变化,出水均能保证稳定达到国家要求的排放标准;
(3)经济性:“催化氧化脱氨+氨回收”工艺,流程短,严格按照国家设计规范建设,减少占地面积,基建投入及日常管理的运行费用,同时,氨水回收及除氨后的水直接可作工业用水,大大减少设备的运行成本。
(4)智能性:先进的西门子数控技术大大减少了工人的劳动强度,极大的提高了废水的除污水平。
工艺流程图:
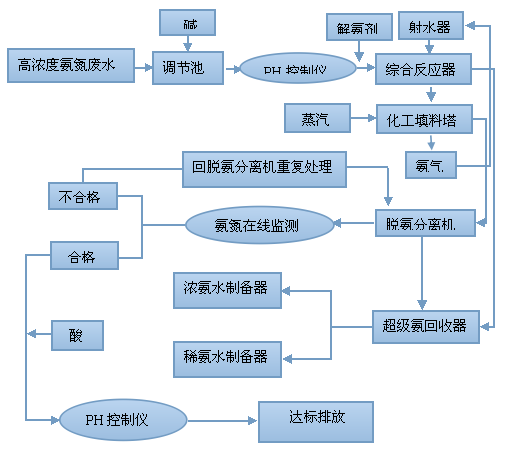
工艺流程说明:
(1)生产废水经废水池均质后经废水泵注入到综合反应器,在进入综合反应器前加入PH值高调质剂,将PH值调节到10.5~11.5,同时加入0.8%的解氨剂,调质剂和解氨剂(发明专利)加入量由安装在综合反应器里面的PH值探头确定,自动控制加入量的多少。
(2)综合反应器设置的废水位置为1.2~1.5米,废水及调质剂与解氨剂在综合反应器充分反应后由液化工液泵抽到解氨塔进行脱氨。脱氨的原理是:废水在塔顶部加入,经喷淋装置分割的废水后坠落在装有定向填料(发明专利)中(填料的高度2.5~3米,其主要作用是让废水进一步的分割,加长热交换时间),与此同时在塔的底端加入蒸气使废水的温度升到85℃~110℃在定向填料区域进行热交换,此时废水中的大量氨气被分离出来通过射水器回到综合反应器中,到此废水中的氨可除去85%,。
(3)剩下的含有15%的废水集聚在解氨塔底槽中经残液泵注入到超重力分子磨机中(发明专利),废水从分离斗上的分离孔分喷射出来形成细小水滴,水滴与通气孔中的压缩气体充分接触而进行雾化,将废水的铵盐和游离氨分离出来并排出,废水与压缩气体在高速旋转下多次充分接触并产生雾化,从而达到分离废水中的氨氮作用。经超重力分子磨机处理后的氨氮废水的每升氨含量为5~10mg,达到国家一级排放标准。
(4)氨水形成及超级氨回收器在综合反应器的顶部装有一个射水器,它由一个循环泵和管道组成。它的工作原理:循环泵将综合反应器的废水抽经射水器形成负压,射水器的另一端与解氨塔联结将解氨塔分离出来的氨气通过射水器在负压作用下引到综合反应器内,综合反应器中的氨气形成一定的压力时将与超级氨回收器的压力阀推开,使氨气进入超级氨的冷凝器中进行冷凝形成液氨,即氨水,再生氨水的标准可根据GB标准的含量调整。
回收氨水效益分析:
从高浓度氨氮废水中脱出来的氨气通过吸收塔吸收后,可回收18%以上浓度的氨水,有一定的经济效益,废水中氨氮浓度越高,效益越明显。18%浓度的氨水单价为600元/吨(市售价800元/吨)。如果脱氮率按95%计(实际能达到99%),氨的回收率按85%计(实际能达到90%以上),那么处理不同氨氮浓度的废水,所产生的经济效益如图所示。

按上述设定的数据进行计算,每处理1吨氨氮浓度1000mg/L的废水可获2.2元的经济效益,氨氮浓度每增加1倍,效益也增加1倍。若处理1吨氨氮浓度5000mg/L的废水可获11.0元的经济效益。
工程实图:

下一篇: 高浓度氨氮废水资源化处理工艺

{kind=link}